

中文版 |



JTJM系列铰接型机架高压辊磨机
产品详细
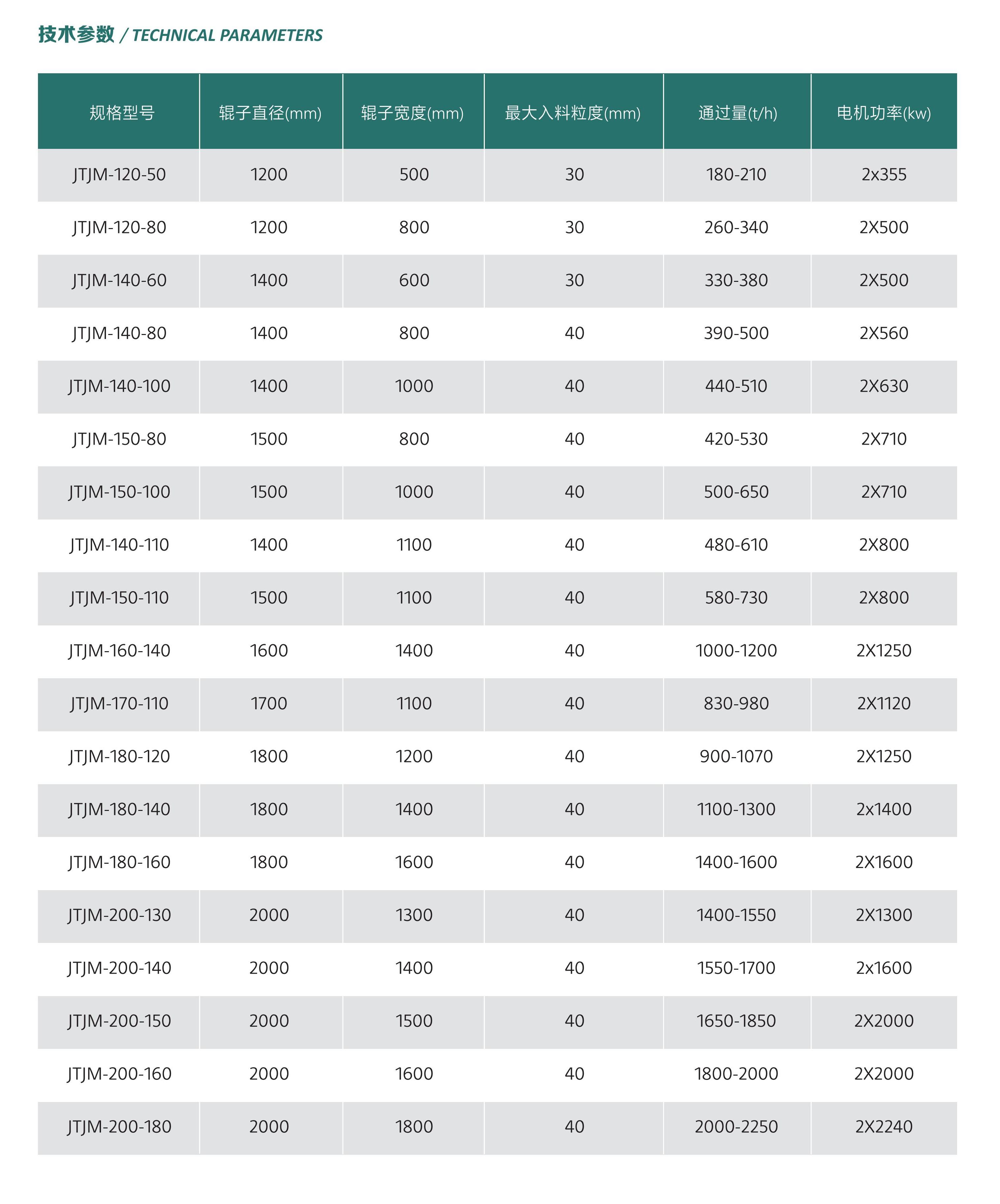
参数

产品简介
概述
JTJM 系列铰接机架高压辊磨机由于其结构简单、生产效率高、环保节能和工作机理先进等优点,在世界工业国家的冶金矿山工业中,己经得到了广泛的推广应用。经过十几年的生产实践,在吸收消化引进技术的基础上,我公司经过技术改进后生产的高压辊磨机已经可以替代进口设备。
工作原理
JTJM 系列铰接机架高压辊磨机是利用高挤压力作用使粒群层压破碎原理而设计的。挤压力是通过两个直径相等、转速相同且相向旋转的辊子相互挤压而产生的。其中一个辊子为定辊,另一个为可以前后水平小幅度移动的动辊,压力通过高压油缸加在动辊两端的轴承座上。高压辊磨机工作时,物料由料仓靠自重力压入料腔,同时被两个相向旋转的辊子咬入并在辊面作用下受到加速进入压实腔,由于两辊间距的逐渐减 小挤压力由小增大,此时物料颗粒除了受到辊面的直接压力外,物料颗粒之间也产生相互挤压作用,导致物料粒群被压实和预粉碎,当辊子旋转至水平中心线时压力达到峰值,各颗粒之间遭到不同程度的粉碎,并随着辊子的转动以压片形式排出机外。
产品优势
一 、高压辊磨机工作时与一般同类设备相比单位粉碎能耗低。从该机的工作机理可知,由于是粒群间的层压破碎, 使充满粉料腔的物料颗粒接触点多,作用力大,能量利用率高。因此,使粉碎能耗比其它常规单颗粒粉碎或磨碎设备显著降低。据国内外的生产实践,多数矿石的单位粉碎能耗为 0.8-3kwh/t, 如果同后续设备共同装机时,其总磨碎能耗可节约40%以上。
二、 能处理水分含量较高的物料。高压辊磨机工作时给料中希望含有一定的水分,这样有利于形成较坚固的自生式料垫,改善辊磨机的工况和辊面使用寿命。如磨碎铁矿石制 备球团给料时,其水分可高达10%;磨碎铁矿石或贵金属矿石时,推荐水分不高于8%。
三 、提高后续作业产品的回收率、可磨性和产量。经高压辊磨机加工的物料,其颗粒内部或矿物与周围废岩的界面之间存在许多微裂纹,没有产生裂纹的颗粒内部,也由于承 受压力而产生较大的内应力。因此,当这些颗粒进入后续作 业如磨机等设备进行再加工时,可磨度大幅度提高,很容易被磨碎磨细,提高后续作业的生产效率。
四 、机器占地面积小,土建投资少。高压辊磨机结构紧凑、重量轻,外形尺寸小;由于该机的破碎粉磨作用,主要发生在两个辊子之间的相互静压力,而产生的静压力能量全 部由机架承载吸收,对基础的作用力很小甚至没有,因此同 磨机等设备装机相比,不需要打很坚固的地基,可节省大量的土建投资。
五、 机器振动小、噪音低、粉尘小。高压辊磨机工作时 物料主要靠静压力粉碎,粉碎时物料被封闭在辊子和给料装置之间的密闭箱体内。因此,不会产生冲击和物料飞溅现象, 故振动和噪音较低,粉尘很少。
六、 机器的作业率高,可在95%以上。高压辊磨机采用 先进的自动控制和自动检测系统,对设备的主要部分如温度、 辊缝、压力、给料量、功率等进行监测和控制。保证主机能 正常可靠的工作;同时由于辊面结构先进,耐磨材料的抗磨 损性能优良,故可极大的延长设备的有效工作时间。
七、机器易损件工作寿命长。该机主要易损件是挤压辊辊圈,由于工作时辊子表面能生成自生式料垫,它能保护辊 面不直接与矿石接触磨损和冲击,使磨损主要发生在抗磨性 很强的硬质合金柱釘上,因而使辊面工作寿命大幅度提高;而碳化钨柱钉局部折断后可更换修补,故可使辊面寿命长达 10000-20000小时;料柱下端挡料侧板经采用新的复合材 料后,寿命大幅延长,该侧板体积较小重量轻,更换很容易。
辊子及轴承特点
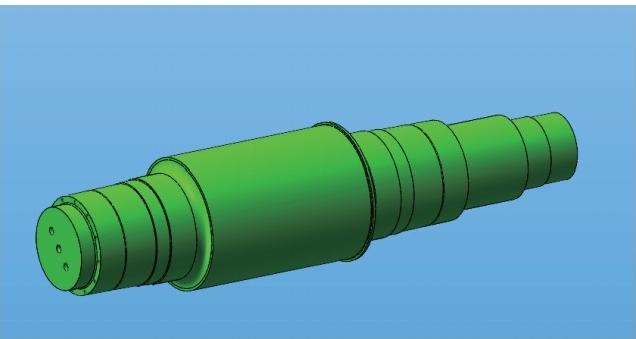
一、 辊轴主轴承是辊系核心的关键零件,亚美am8 选用国内轴承制造商,并在结构设计中采用各种措施保证其处在较佳运行状态,使其运转性能有可靠的保证
二、 辊轴材质采用合金钢锻造而成,其抗疲劳强度佳。
三 、轴承座采用新型的吸振结构,不但减少了高压辊磨机的振动。并可使主轴承的受力达到均匀、 优化的目的,主轴承的实际寿命会因此得到极大的提高。
四 、多重不同型式的密封叠加结构保证了主轴承良好的润滑环境。
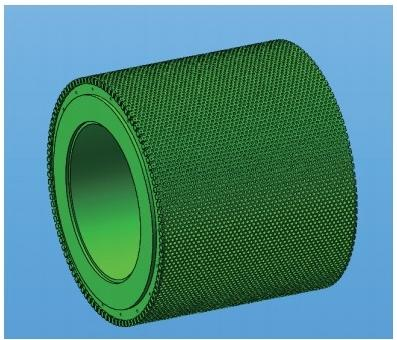
五 、辊面技术采用辊子外表面镶嵌硬质合金的柱钉,硬度可高达(HRA85), 辊面的使用寿命长。
六 、柱钉辊套特点:硬度高耐磨性好,带料能力强,使用寿命长,在线维护、柱钉更换方便,辊套也可更换。
|
|
|
扫二维码用手机看
下一个
对辊制砂机
Copyright© 2020 唐山市亚美am8机械科技有限公司 All rights reserved
